
Kõrge mehaaniline jõudlus, kuumakindlus ja survekindlus, kohandatav F-klassi kullast teflonist isekleepuv mähis, uus energia fotogalvaanilistele seadmetele

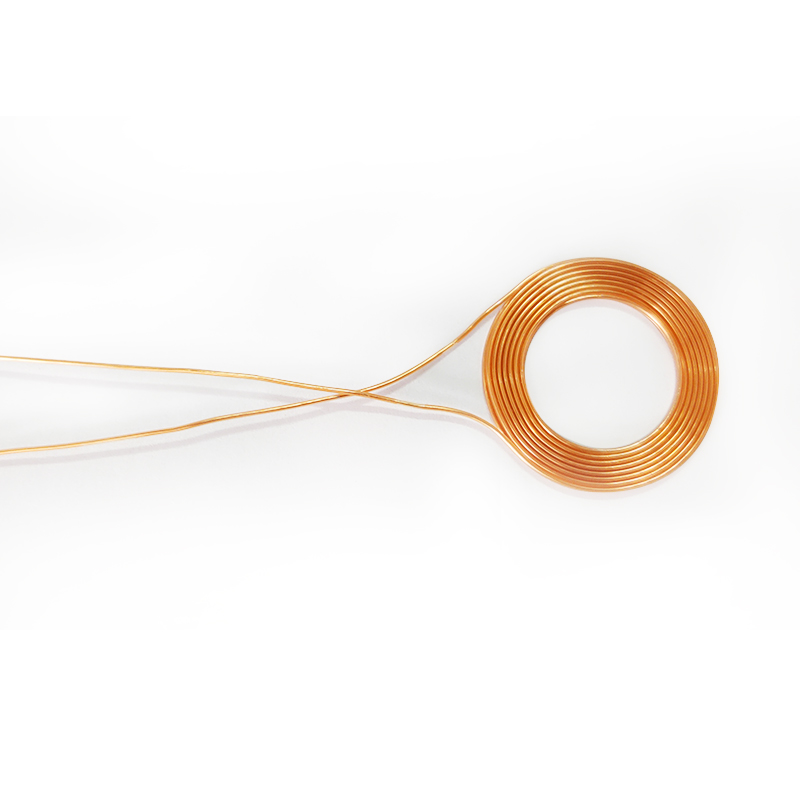

F-klassi kuldne teflon isekleepuv pool
Toote nimi:F-klassi kuldne teflon isekleepuv pool
Teflon-isolatsiooniga traat viitab isolatsioonimaterjalina fluoroplastist (ETFE) valmistatud isoleeritud juhtmele. Selle mittenakkuvuse, kuumakindluse, libisemiskindluse, niiskuskindluse, kulumiskindluse, korrosioonikindluse ja muude omaduste tõttu. Võrreldes teiste kõrge temperatuuriga juhtmetega on teflontraadil suurepärane termiline stabiilsus ja mehaaniline kulumiskindlus, elektriisolatsiooni jõudlus, vastupidavus tugevatele hapetele ja leelistele, korrosioon, tulekindlus ja mittepõlemiskindlus, kõrge hapnikuindeks, madal suitsu- ja halogeenivaba, vananemisvastane, kergesti eemaldatav traat, kõrge tugevus ja hõõrdekindlus. Teflontraadi temperatuurikindluse ja välispakendi materjali vahel on teatav erinevus. Nende hulgas on ETFE omadused hea töötlemise vormitavus, tasakaalustatud füüsikalised omadused, hea mehaaniline sitkus ja suurepärane kiirguskindlus. Sellel materjalil on polütetrafluoroetüleeni korrosioonikindluse omadused, mis ületab polütetrafluoroetüleeni mittenakkuvuse ja seksuaalsed defektid metallidega. Lisaks on selle keskmine lineaarpaisumistegur lähedane süsinikterase omale, mistõttu ETFE (F-40) on ideaalne komposiitmaterjal metallidega.
Selle jõudlus on suurepärane korrosioonikindlus, peaaegu lahustumatu mis tahes orgaanilises lahustis ja talub õli, tugevaid happeid, tugevaid leeliseid, tugevaid oksüdeerijaid jne; Sellel on suurepärane elektriisolatsiooni jõudlus, kõrge pinge, madal kõrgsageduskadu, niiskuse neeldumine ja kõrge isolatsioonitakistus; Sellel on suurepärane leegikindlus, vananemiskindlus ja pikk kasutusiga.
Rulli kuju juhtimine:
Esiteks kasutage ruudukujulise mähise servade sissepoole pigistamiseks sissepoole ekstrusiooni meetodit, tagades, et mähise paksus on ühtlane. Kuid selle probleemiks on see, et kui traat pärast kerimist välja pressitakse, kui paigutus pole korras, kahjustab see traati ja põhjustab defektsete toodete tootmist. Kui kasutada pärast ühe kihi kerimist ühekordse pigistamise meetodit, on masina struktuur keerulisem ja maksumus suurem. Vähem ühilduvus.
Teiseks, kasutades väljapoole ekstrusiooni meetodit, on keritud ümmarguse või elliptilise mähise traadi paigutuse täpsus ja ühtlane paksus kõigis kohtades. Pigistades ümmarguse või elliptilise mähise sisemisest ringist väljapoole läbi vormi, on toodetud ruudukujulise mähise paksus ja juhtivus kõigis kohtades ühtlane. Selle meetodi puuduseks on see, et see ei suuda pigistada liiga paljude kihtidega või liiga suure paksusega pooli.
Seetõttu peab mähise kerimisel kuju juhtimine olema täpne, olenemata sellest, kas see on nurk või kuju, või see mõjutab traadi jõudlust. Veelgi enam, tegelikus tootmis- ja töötlemisprotsessis võib ebaõige kasutamine hilisemas tootmises ja töötlemises kahjustada isolatsioonikihti, mis võib oluliselt kahjustada pooli jõudlust. Seega tuleks tootmisprotsessi ajal toimingud läbi viia rangelt vastavalt tootmisnõuetele. Temperatuuri ja pinge seadistus peaks keskenduma toote kvaliteedile ja ei tohi olla pimesi kiire.

Toodete kategooriad
-

Kõrgele temperatuurile vastupidav ühekordne suure võimsusega vo...
-

Kollane kolmekihiline isoleeritud traat kõrge temperatuuriga...
-
2-300x300.jpg)
Joodetav isolatsioon, kõrge pingetaluvus, ...
-

Optiline salvestusruum kõrge temperatuuriga vastupidav...
-

Emailitud vasest keerutatud traat H-klassi laadimis...
-

F-klassi kollane kõrge temperatuurikindel kõrge ...